![]()
About a visit to the Winsor & Newton factory in England and a discussion of the new colour range - or why Burnt Sienna is not Burnt Sienna.
In the reception you immediately get the feeling of a factory with a long tradition in the production of colours. There is a painting on the wall with the plate: “Mr. Henry Charles Newton, 1835, The first sketch made with moist watercolours”.
Moist watercolour was the background for the company. In the beginning of the 19th century water colour was sold in cakes that had to be rubbed down with water on ground glass before it could be used. In 1832 William Winsor and Henry Newton entered into partnership and founded the Winsor & Newton Colour Works. One of their first inventions was to mix glycerine into the water colour and to sell the colour in pans, which were much simpler to use than water colour cakes. Later, in 1834, they introduced Chinese White, an opaque form of Zinc White, which could be a supplement to the white effect obtained from the surface of the paper. Since then a number of new products and improvements have been introduced by the company, and the name Winsor & Newton is today very closely connected to water colour products.
On a visit to the factory Chief Chemist Alun Foster explained to me the background and policy for the new colour range. There are different reasons for the new colour range:
- Some of the colours introduced are simply new colours, which will improve the spectrum across the range and give the painter new possibilities. 21 new colours are of this type.
- Another reason for a modification of a colour is to improve the light fastness or permanence. New Gamboge, which is Nickel dioxine can be mentioned as an example. It has obtained an improved light fastness compared with Gamboge which is made from gum resin.
- Another improvement is to use a single pigment when it is possible instead of a mixture of pigments. Mixed pigments tend to produce dull mixtures, and they are therefore avoided when it is possible in the new colour range.
- A mixture of pigments may also show the colours of the components when the mixture dries if the pigments have different size or gravity. An example is shown in figure 1.
The source of raw materials may run out, as it is the case with Raw Sienna. Raw Sienna is natural yellow earth found in the surroundings of Sienna in Italy, see figure 2. The supplier has to close the mine which has supplied Winsor & Newton with pigments during the years and other sources will involve a change in colour. Therefore Winsor & Newton decided to make a new Raw Sienna and a new Burnt Sienna. The New Raw Sienna and the New Burnt Sienna are not earth colours but they consist of transparent synthetic iron oxides.
Finally Alun Foster told me that some colours are replaced because the production involves dangerous exposure as in the case of Vermillion where Mercury is a part of the production process. It is also important to remove Lead Chrome, which means that colours as Chrome Deep, Chrome Lemon, Chrome Orange and Chrome Yellow have disappeared.
Winsor & Newton describe their entire colour in a booklet “Notes on the composition and permanence of artists colours” and they hope that artists in the long run will express and consider the pigments by their chemical names instead of using the traditional names.
The factory is a fascinating combination of old tradition and new production technology. I was introduced to a part of the factory where the pigment Rose Madder Genuine is produced from the Madder root. The process is from 1806 and a large part of the production equipment is more than one hundred years old, see figure 3. Another good tradition is the production of hand-made tint cards, which is a must for artists when selecting new colours, see figure 4. Modern production technology is obvious in all the processes from treatment of pigments to the finishing of colours, and I found especially a computer-controlled robot for packing of orders impressive.
Literature
Notes on the composition & permanence of artists colour, Winsor & Newton Ltd. (Published regularly since 1892)
G. R. Poqui, From pigment to Palette, The Art Treachers Journal, Spring 1975.
Arne Isacsson, Water colour techniques (in Swedish), Wahlström & Widstrand, Stockholm, 2000.
See also: http://www.winsornewton.com

Figure 1. The figure shows a colour, which is a mixture of three pigments, namely yellow, red and blue. The idea is to make a black colour but it is obvious that the painted area shows all three primary colours contained in the mixture because the pigments are separated in the drying process. This effect may have an artistic value but it should be avoided if the intention is to generate a black colour. (The colour mixture is not a Winsor & Newton product).

Figure 2. A furnace for heating (burning) of Raw Sienna is located in a quiet area of the factory. An inscription on the furnace says “4 HRS, 20 min., 400 deg. C”. The figure shows to the left a fingerprint from the surrounding surfaces (Raw Sienna) and to the right a fingerprint from the inside of the furnace (Burnt Sienna). The fingerprints were made on a piece of paper during the visit at the factory.
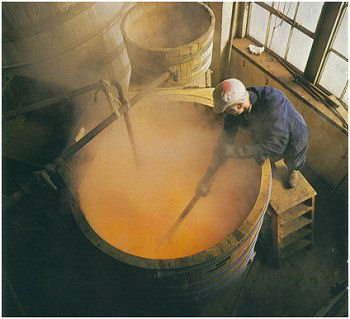
Figure 3. “Lake- making” in a 3000 gallon vat. The vat is more than 100 years old, and it is made of oak to avoid any influence or destruction of the colour


Figure 4. Antwerp Blue, as it is shown on the Winsor & Newton hand-made tint card. The pigment is hand painted with varying strength on the surface to give an impression of transparency. A number of technical details are shown below the colour. A means a permanent colour (AA is extremely permanent) and (iv) means a fluctuating colour that fades in light and recovers in the dark. I mean that it is permanent for artists use according to the ASTM standard.
There are other characteristics of a pigment. The figure on the right side shows the way Antwerp Blue will create a structure in the drying process. This structure is individual for the different pigments, an effect which is often addressed by the painter Arne Isacsson.